浙江中烟杭州卷烟厂“利群(橙中支)”设备提速改造工作纪实
两班人马,5天时间,多部门协同,攻克一道又一道设备难题,突破一个又一个技术瓶颈,一场设备改造“攻坚战”出色完成。
近日,在上海烟草机械有限责任公司技术人员的全力协助下,浙江中烟杭州卷烟厂顺利完成了原计划两周的C12机组改造工作,随后进入提速调试阶段。目前,C12机组正以250包/分钟的生产速度全速调试。
作为浙江中烟首款高端中支烟产品,“利群(橙中支)”自投产以来市场反应良好,需求稳步提升,但限于双铝包的独特包装工艺,之前C12机组的生产速度只有150包/分钟,限制了产品拓展市场的能力。
满足日渐旺盛的市场需求,践行杭烟“一切围绕生产转,生产围绕质量转,质量围绕市场转”的理念,成为此次改造攻坚的动力源泉。在公司的统筹部署下,各相关部门密切配合支持,杭州卷烟厂开始筹划C12机组的提速改造工作,目标将设备的生产速度从150包/分钟提升至250包/分钟。
敢想敢拼 打响解决问题“前哨战”
按照常规模式,设备改造需要运送至生产厂家进行。但这样一来,势必需要进行设备拆解、运输、改造、返回、重新安装以及定位调试等环节,而这一系列过程将会造成数月的产能损失,导致市场出现产品真空,对“利群(橙中支)”的市场地位造成严重影响!

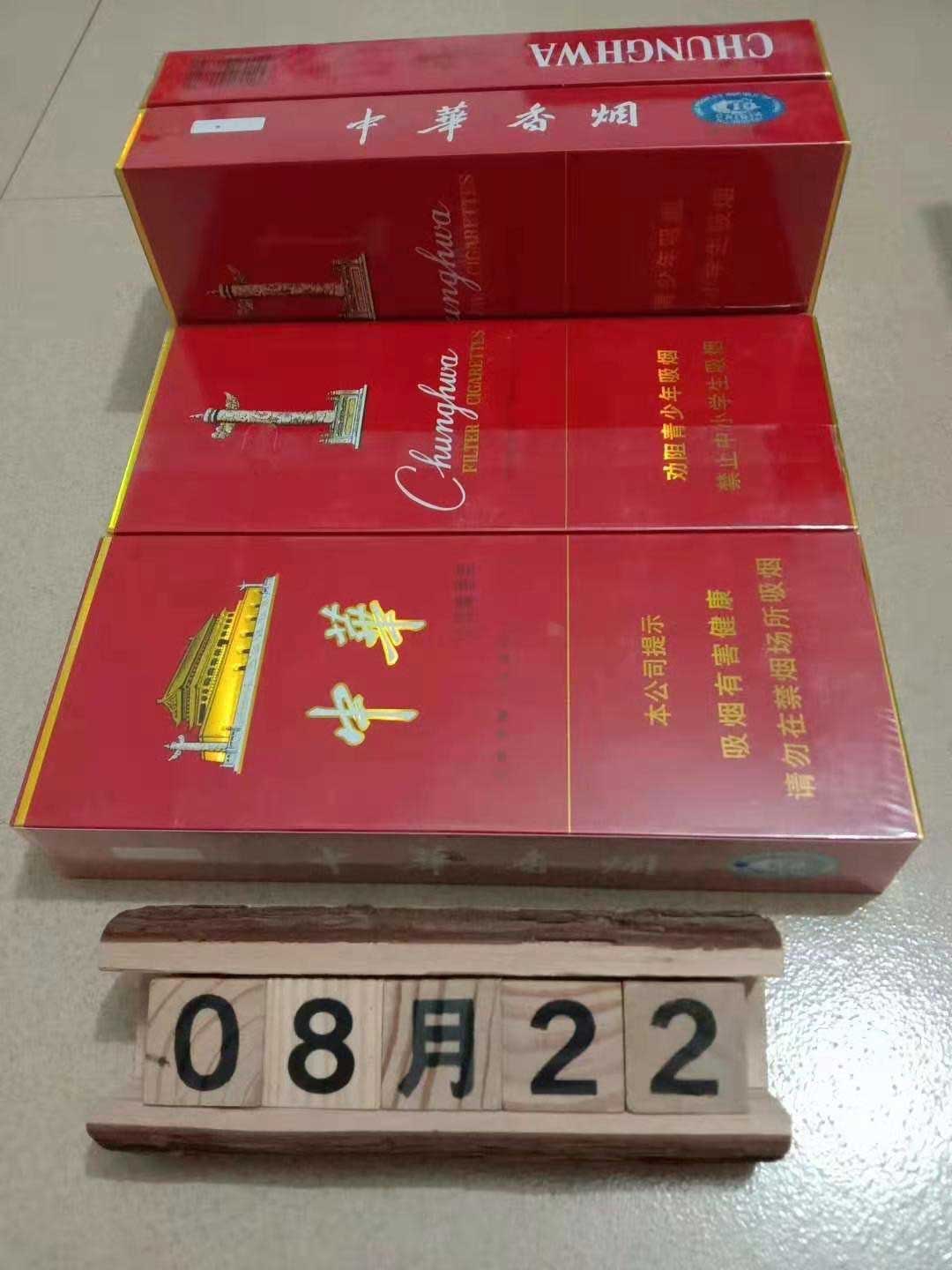
设备调试过程中相关人员密切关注产品质量 /胡逸茗 摄
如何才能提高设备改造速度?面对这一棘手的问题,杭州卷烟厂没有退缩,而是积极与设备生产厂家上海烟机公司进行沟通,从设备的运行模式、改进部位以及技术瓶颈等方面进行全面分析,最终锁定此次改造的关键部件——C12机组上游包装机推烟传动齿轮箱。通过对齿轮箱内铝箔纸传送凸轮实施改进,使得铝箔纸在高速运输过程中更为平顺,从而实现设备提速升级。
对重要设备部件进行改造绝非易事,可以说“牵一发而动全身”。除了推烟传动齿轮箱,与之相关联的还有内框纸横向输送变换件、内框纸横向输送装置、第一链式推进器等部件和数百个零件。通过精密测算和周密安排,2018年年底,初步形成了设备提速改造方案。方案打破了传统的设备返厂改造模式,由上海烟机技术人员专程到杭州卷烟厂进行为期两周的就地改造。根据杭烟的需求,上海烟机的技术人员积极开展前期准备工作,在今年一月底前完成了对设备部件的功能改进,并根据改进后的尺寸变化和实地安装的情况,专门制作了一套特殊工装,为C12机组提速改造做好充分的技术和物资储备。
善谋善为 打好改造实施“阵地战”
方案确定了,但如何确保实施过程高效可控,一直是改造实施部门工程装备科的心头事。
“项目实施过程中有两个问题必须考虑:一是产量损失要怎么弥补?二是会碰到哪些困难,该怎样提前做好准备?”工程装备科科长张利宏如是说。
“这次C12设备改造是行业内首次由设备制造方到设备使用方的生产现场进行中支烟双铝包提速改造,没有经验可以借鉴,没有方案可以参考,只能摸着石头过河。”工程装备科卷包设备管理员叶国钱补充道。
兵来将挡,水来土掩,“敢想敢拼,善谋善为”的企业精神成为杭州卷烟厂各级人员直面难题的信心和决心所在。“一切围绕生产转,生产围绕质量转,质量围绕市场转”的理念让大家对于即将展开的设备改造有了一种坚定的使命感。
为了做好产能储备,卷包车间C12机组自2月20日零时起便开启了“大三班”的生产模式。各班次人员克服三班倒的时间差,提前进岗,快速适应,以百分百的专注,保质保量地投入到生产任务中。同时,车间技术人员利用周末停产的时间,在改造正式启动前一天,对C12机组上游包装机设备进行罩壳拆解并做好相应的准备工作。
3月24日,上海烟机、杭州卷烟厂工程装备科及卷包车间的技术人员早早来到车间现场,C12机组提速改造的“阵地战”正式拉开序幕。
推烟传动齿轮箱是C12机组提速改造的核心部件,为了缩短设备改造时间,提高工作效率,技术人员需要在C12上游包装机整体不拆解的情况下,更换推烟传动齿轮箱部件。这个部件虽然个头不大,但“肌肉结实”,足有一吨多重,设备更换的第一天,这个问题就让技术人员犯了难。
“推烟传动齿轮箱所在的位置就好比人体脏器的位置,要对它进行‘手术’,同时不能使其他部件‘伤筋动骨’,难度可想而知。”卷包车间机械维修工冯忆感慨,“设备内部空间狭小,有些缝隙就连手臂都伸不进去。而这个部件的几颗固定螺栓刚好就在这些缝隙中。要拆解这个部件,真好像‘在螺蛳壳里做道场’,有力无处使啊!”
面对这一难题,技术人员们只能撸起袖子,猫着腰,一边开着手电,一边将手“钻入”设备内部小心翼翼地拆解。别看这一颗颗小小的螺栓,从里往外组装相对容易,可是要从外往里拆解却不简单——为了拧开设备细小缝隙中的螺栓,技术人员还专门设计制作了一把可折叠的扳手,一点一点找准位置,着实花了不少力气。
同样的,在安装设备时,由于推烟传动齿轮箱的内部结构经过改进,尺寸略有变化,导致部件与设备机体的定位孔之间存在2毫米的偏差,如何精确地在现场重新配打定位销,又是摆在技术人员面前的一道难题。
办法总比困难多,技术人员们紧急调用开孔利器——吸铁钻,套上特制的工装,硬是在C12包装机机体上准确定位开孔,终于使推烟传动齿轮箱部件再次与机体“严丝合缝”地融为一个整体。
改造过程中,厂领导也在各个重要时间节点到设备改造现场指导,鼓舞了技术人员的士气。技术人员们稳扎稳打,终于拿下了这场设备改造“阵地战”。
严细实快 打赢质效提升“攻坚战”
C12包装机组的相关部件已更换到位,但是产品质量是否稳定可靠,才是这次提速改造成功与否的关键。
3月28日,C12正式进入实物调试阶段。调试现场,一根根烟支从卷烟机运送至包装机的烟库,在推烟杆的推动下,来到铝纸折叠区域。技术人员们一会儿半蹲着将上半身探入设备内部,一会儿手动盘车,一会儿慢速试车,一会儿停机调试,聚精会神地感受着每个传动部件的运动状态,力求使每个零部件的动作都精准到位。与此同时,质量检验员们看条盒、拆小包、查烟支,用自己的“火眼金睛”检查产品质量,一旦发现一丝一毫的质量缺陷,就立即与调试人员进行沟通,现场解决。
3月29日,经过上海烟机及杭烟调试人员的共同努力,C12机组的运行速度已稳步提升至180包/分钟。
4月16日起,C12机组包装机车速进一步提升至240包/分钟。
经过一段时间的观察、调试和稳定运行,4月19日C12机组正式按照250包/分钟的生产速度全速调试,同时生产组织模式由三班恢复至两班。
看着一排排烟支平稳有序地进入烟包,听着设备转动过程中富有韵律的轰鸣,叶国钱那略显疲惫的脸上露出了微笑:“C12提速改造的成功,离不开公司、厂部的大力组织、资源协调;离不开相关部门的提前谋划、精心准备;更离不开调试人员的加班加点、忘我付出!”
百尺竿头思更进,策马扬鞭自奋蹄。事实证明,在推动企业高质量发展的征程中,杭烟人不愧是严细实快的“近卫军”、智慧制造的“追梦人”!